
El corte láser es un proceso que utiliza un láser para cortar diferentes materiales tanto para aplicaciones industriales como más artísticas, como el grabado.
¿Cómo funciona el corte por láser?
El corte por láser utiliza un láser de alta potencia que se dirige a través de una óptica y un control numérico por ordenador (CNC) para dirigir el rayo o el material. Normalmente, el proceso utiliza un sistema de control de movimiento para seguir un CNC o código G del patrón que se va a cortar en el material.
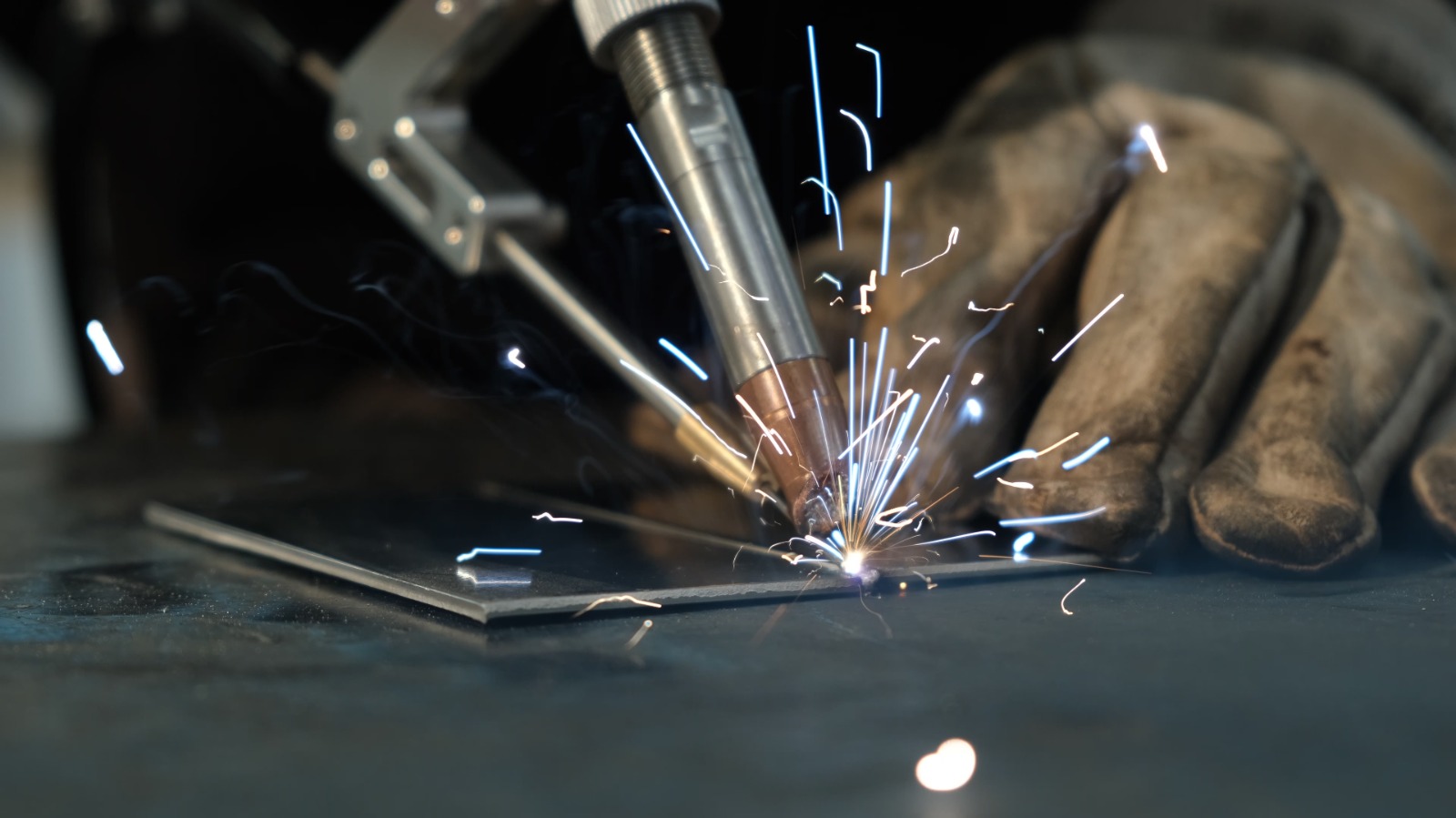
El rayo láser enfocado quema, funde, vaporiza o es expulsado por un chorro de gas para dejar un borde de alta calidad de acabado superficial.
El rayo láser se crea mediante la estimulación de materiales emisores de láser a través de descargas eléctricas o lámparas dentro de un contenedor cerrado. El material emisor de láser se amplifica reflejándose internamente a través de un espejo parcial hasta que su energía es suficiente para que salga como un flujo de luz monocromática coherente.
Esta luz se enfoca en la zona de trabajo mediante espejos o fibras ópticas que dirigen el haz a través de una lente que lo intensifica.
En su punto más estrecho, un rayo láser suele tener un diámetro inferior a 0,0125 pulgadas (0,32 mm), pero son posibles anchos de corte tan pequeños como 0,004 pulgadas (0,10 mm) en función del grosor del material.
Cuando el proceso de corte láser debe comenzar en cualquier lugar que no sea el borde del material, se utiliza un proceso de perforación, mediante el cual un láser pulsado de alta potencia hace un agujero en el material, por ejemplo, tardando entre 5 y 15 segundos en quemar una lámina de acero inoxidable de 0,5 pulgadas de espesor (13 mm).
Tipos de corte por láser
Este proceso puede dividirse en tres técnicas principales: el láser de CO2 (para cortar, perforar y grabar), y el de neodimio (Nd) y el de neodimio-aluminio-granate (Nd:YAG), que son idénticos en su estilo, ya que el Nd se utiliza para perforaciones de alta energía y baja repetición y el Nd:YAG para perforaciones y grabados de muy alta potencia.
Todos los tipos de láser pueden utilizarse para soldar.
Los láseres de CO2 implican el paso de una corriente a través de una mezcla de gases (excitado por CC) o, más popularmente hoy en día, el uso de la nueva técnica de energía de radiofrecuencia (excitado por RF).
El método de radiofrecuencia tiene electrodos externos y, por lo tanto, evita los problemas relacionados con la erosión de los electrodos y el chapado del material de los electrodos en la cristalería y la óptica que pueden producirse con la CC, que utiliza un electrodo dentro de la cavidad.
Otro factor que puede afectar al rendimiento del corte láser es el tipo de flujo de gas. Las variantes comunes del láser de CO2 incluyen el flujo axial rápido, el flujo axial lento, el flujo transversal y la losa. El flujo axial rápido utiliza una mezcla de dióxido de carbono, helio y nitrógeno que circula a gran velocidad por una turbina o soplador.
Los láseres de flujo transversal utilizan un simple soplador para hacer circular la mezcla de gases a menor velocidad, mientras que los resonadores de losa o de difusión utilizan un campo de gas estático que no requiere presurización ni cristalería.